En la industria alimentaria, un pequeño error puede convertirse en un gran problema. La contaminación de producto o una falla en el sistema no solo afecta la calidad, también puede detener toda la operación.
Por eso, elegir equipos adecuados no es un lujo, sino una necesidad crítica.
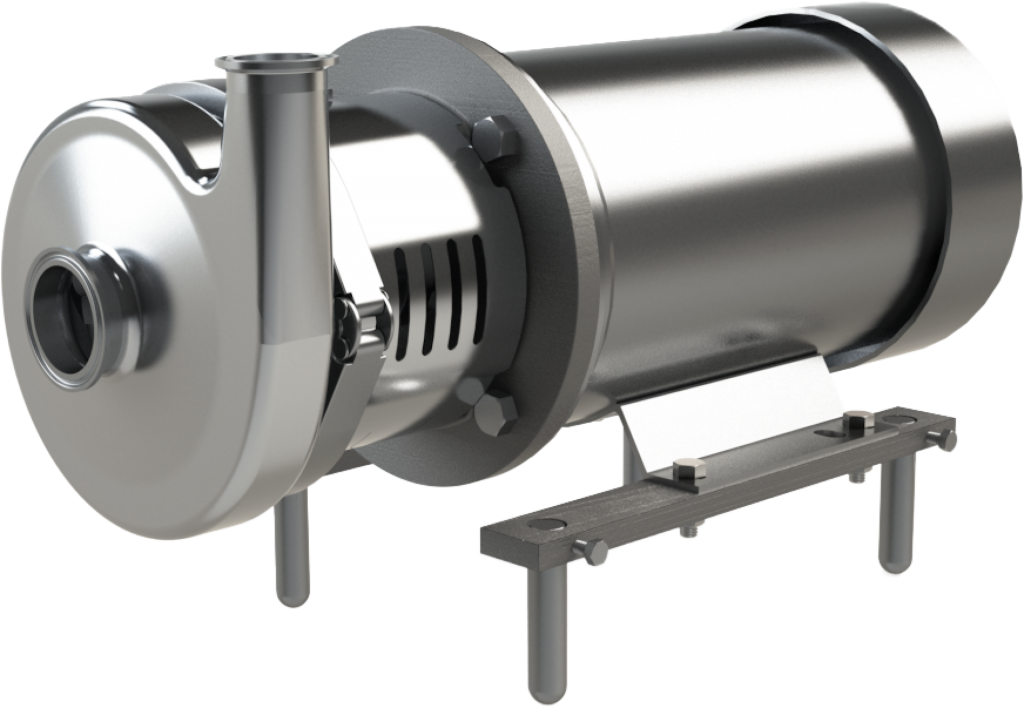
En este contexto, lasBombas QPumps se posicionan como una solución clave para garantizar procesos higiénicos, eficientes y continuos.
En este artículo descubrirás cómo funcionan estas bombas sanitarias, por qué son esenciales en entornos alimentarios y cómo ayudan a prevenir riesgos operativos.
¿Qué hace diferente a una bomba de grado alimenticio?
No todas las bombas industriales son aptas para manejar alimentos. Las bombas sanitarias están diseñadas específicamente para cumplir con estándares de higiene estrictos.
Las Bombas QPumps destacan precisamente por integrar estos principios en su diseño.
Riesgos comunes en sistemas de bombeo alimentario
Antes de entender la solución, es importante identificar los problemas más frecuentes.
Contaminación cruzada
La acumulación de residuos o bacterias en el sistema puede comprometer la seguridad del producto.
Paros no programados
Fallas mecánicas o mantenimiento inadecuado detienen la producción y generan pérdidas.
Limpieza ineficiente
Equipos difíciles de limpiar incrementan el riesgo sanitario y los tiempos de operación.
Materiales inadecuados
El uso de componentes no aptos puede reaccionar con los alimentos o deteriorarse rápidamente.
Aquí es donde el uso de Bombas QPumps marca una diferencia significativa en la operación.
Cómo las bombas sanitarias previenen contaminación
El diseño de estos equipos no es casual. Cada componente cumple una función específica para garantizar higiene y seguridad.
Diseño higiénico sin puntos de acumulación
Las superficies lisas y conexiones sanitarias evitan que queden residuos atrapados.
Materiales certificados
El acero inoxidable de alta calidad reduce riesgos de corrosión y contaminación.
Compatibilidad con sistemas CIP
Permiten limpieza en sitio (Clean In Place), lo que facilita procesos de sanitización sin desmontar equipos.
Las Bombas QPumps integran estas características para mantener estándares elevados en la industria alimentaria.
Cómo evitar paros en la producción
Más allá de la higiene, la continuidad operativa es clave.
Alta confiabilidad mecánica
Equipos robustos reducen fallas inesperadas.
Mantenimiento simplificado
Diseños accesibles permiten intervenciones rápidas y eficientes.
Rendimiento constante
Mantener flujo y presión estables evita variaciones en el proceso.
Implementar Bombas QPumps en sistemas críticos ayuda a mantener la producción activa y reducir pérdidas por interrupciones.
Factores clave para elegir la bomba adecuada
Seleccionar el equipo correcto requiere análisis técnico y operativo.
Tipo de producto
No es lo mismo bombear líquidos viscosos que fluidos ligeros.
Requisitos sanitarios
Evalúa normativas aplicables según tu industria.
Condiciones de operación
Temperatura, presión y frecuencia de uso influyen en la elección.
Beneficios operativos en la industria alimentaria
Adoptar soluciones sanitarias avanzadas genera ventajas claras:
Mayor seguridad alimentaria: Reduce riesgos de contaminación y protege la calidad del producto.
Optimización de procesos: Menos tiempo en limpieza y mantenimiento.
Reducción de costos: Menos paros significa mayor productividad.
Cumplimiento normativo: Facilita auditorías y certificaciones.
LasBombas QPumps permiten integrar estos beneficios en sistemas donde la higiene y la eficiencia son prioritarias.
Mejora tu operación sin comprometer la calidad
La industria alimentaria exige precisión, higiene y continuidad. No basta con cumplir, es necesario optimizar cada parte del proceso.
Las Bombas QPumps representan una solución confiable para empresas que buscan evitar contaminación y mantener operaciones sin interrupciones.
Si quieres mejorar la eficiencia de tu sistema y garantizar estándares sanitarios, contar con asesoría especializada es el siguiente paso. ¡Contáctanos ahora!